



การประมวลผลด้วยเลเซอร์มอเตอร์แฮร์พินของ Carman Haas
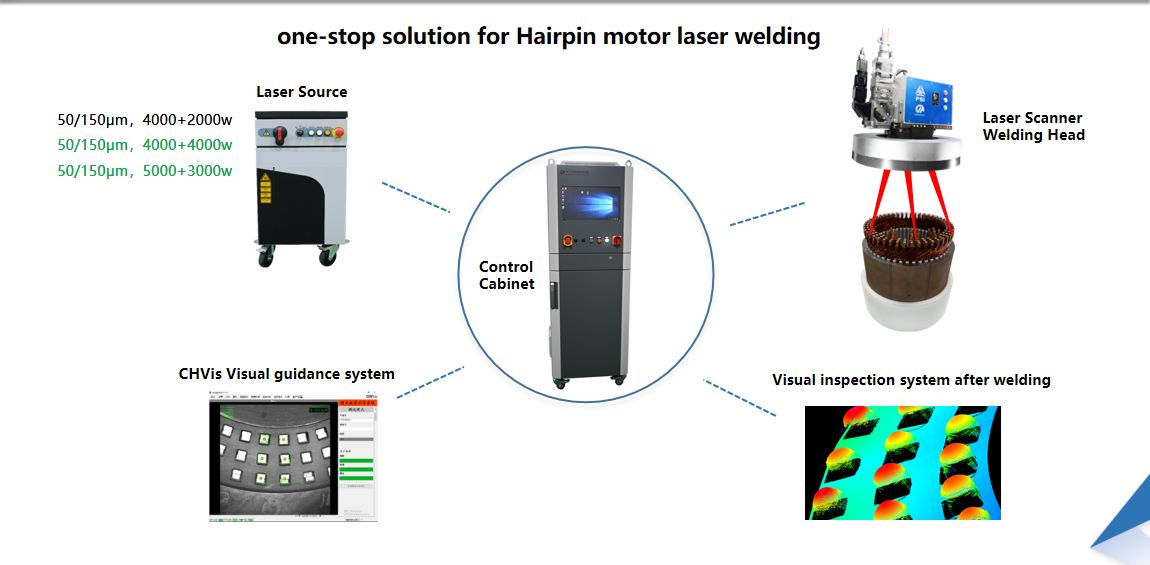
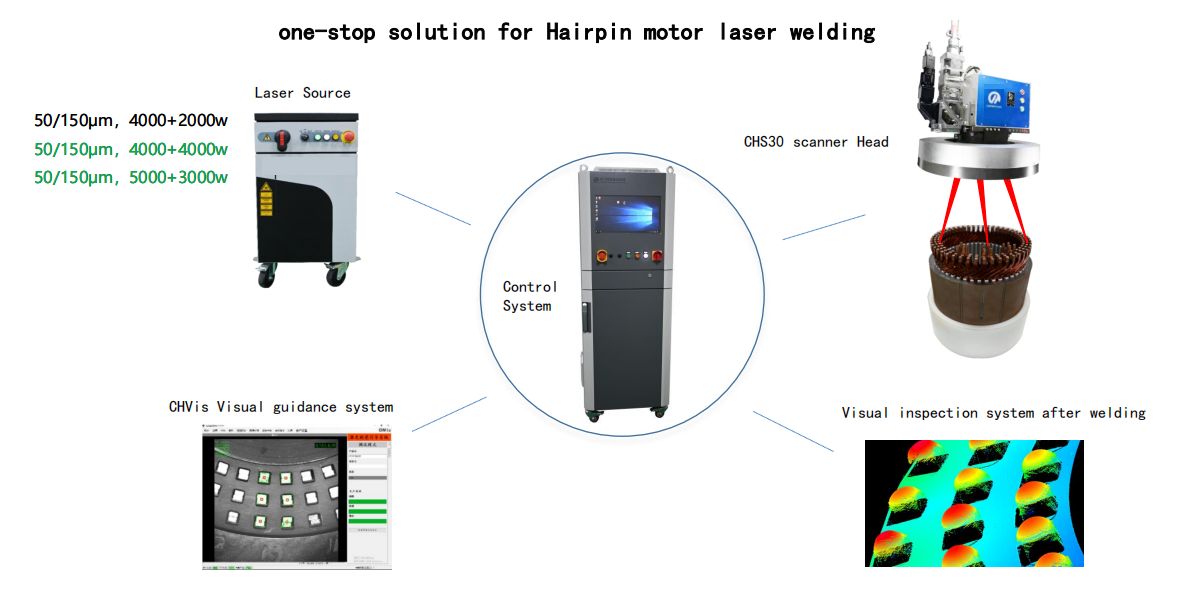
อุตสาหกรรมพลังงานใหม่กำลังอยู่ในช่วงการพัฒนาอย่างรวดเร็ว มีลูกค้าจำนวนมากขึ้นเรื่อยๆ ที่เข้ามามีส่วนร่วมในการผลิตมอเตอร์แฮร์พิน คาร์แมน ฮาส ได้พัฒนาระบบเชื่อมเลเซอร์สแกนมอเตอร์แฮร์พินนี้ขึ้นเพื่อตอบสนองต่อปัญหาและความต้องการของลูกค้าในการผลิต โดยสรุปความต้องการของลูกค้าประกอบด้วย 4 ประเด็นหลัก ดังนี้
1: ความต้องการประสิทธิภาพในการผลิต ซึ่งต้องใช้จังหวะที่รวดเร็ว และความเข้ากันได้กับจุดเชื่อมที่เบี่ยงเบนให้มากที่สุด เพื่อปรับปรุงอัตราการผ่านครั้งเดียว
2: ความต้องการคุณภาพการเชื่อม ผลิตภัณฑ์มีจุดเชื่อมหลายร้อยจุด จำเป็นต้องมีคุณภาพจุดเชื่อมสูงและรูปลักษณ์ที่สม่ำเสมอ และมีการกระเด็นต่ำในระหว่างกระบวนการเชื่อม
3: วิธีแก้ไขจุดเชื่อมที่ไม่ดี วิธีการซ่อมแซมเมื่อพบปัญหาประเภทการเชื่อม เช่น จุดเชื่อมกระเด็น จุดเชื่อมเล็กๆ
4: ความต้องการความสามารถในการพิสูจน์ตัวอย่าง การผลิตทดลองของตัวอย่างแนวคิดใหม่ การผลิต OEM ของตัวอย่างแบบล็อตเล็ก และการพัฒนาและการทดสอบกระบวนการเชื่อมด้วยเลเซอร์ ล้วนต้องใช้ห้องปฏิบัติการที่มีเครื่องพิสูจน์หลายชุดและประสบการณ์การพิสูจน์ที่หลากหลาย
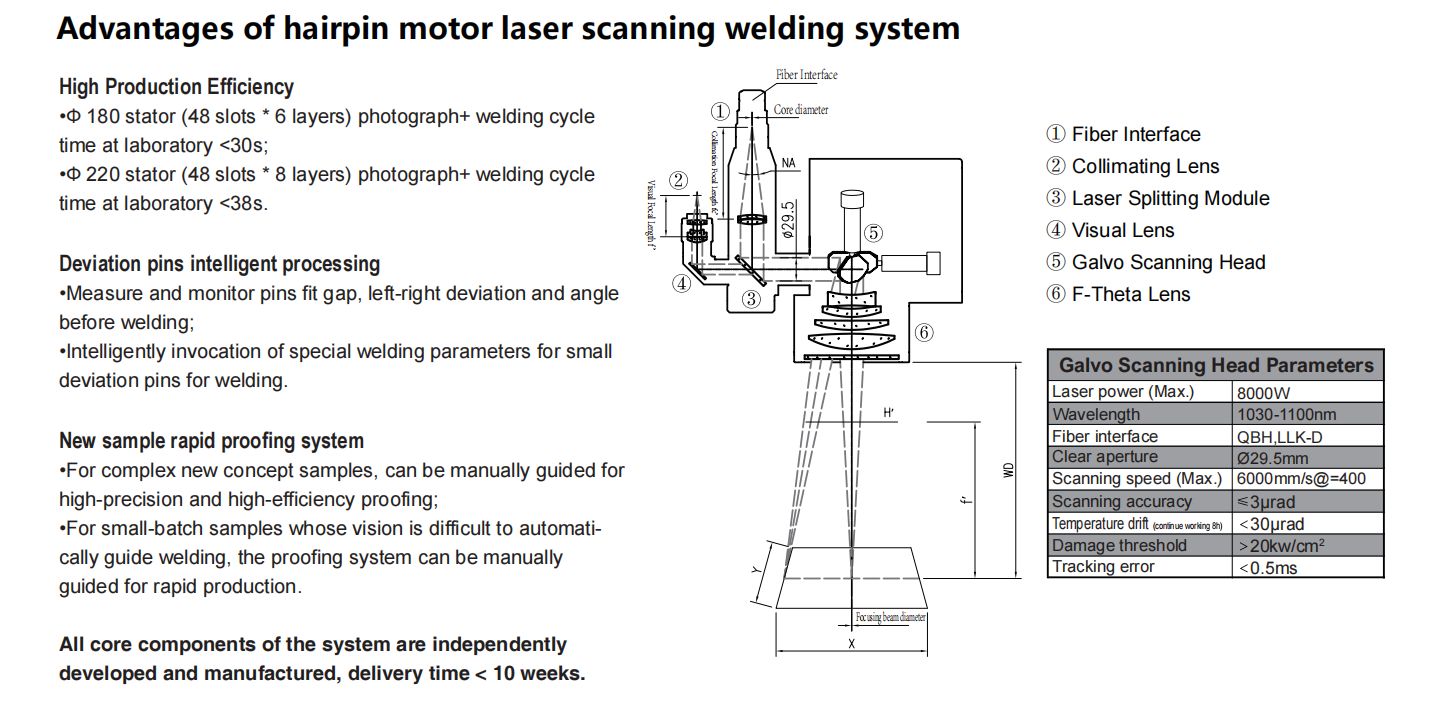
ผลผลิตสูง
1. ประเภทผลิตภัณฑ์: Ф220mm, ลวดพินทองแดงเปลือยขนาด 3.84*1.77mm, 48 ช่อง * 4 ชั้น, จุดเชื่อมรวม 192 จุด, เวลาในการทำงานทั้งหมด: ถ่ายภาพ + เชื่อมด้วยเลเซอร์ <35 วินาที;
2. พื้นที่สแกน Ф230 มม. ไม่จำเป็นต้องเคลื่อนย้ายผลิตภัณฑ์หรือหัวเชื่อม
3.ระบบการมองเห็นที่พัฒนาโดยการวางแนว CHVis: ภาพถ่ายมีช่วงกว้าง อัตราความสำเร็จสูง ความแม่นยำสูง
4. การเชื่อมด้วยเลเซอร์กำลังสูง: การเชื่อมพินที่มีสเปกเดียวกันเพื่อให้ได้ผลการเชื่อมแบบเดียวกัน การเชื่อม 6,000 วัตต์ใช้เวลา 0.11 วินาที ส่วนการเชื่อม 8,000 วัตต์ใช้เวลาเพียง 0.08 วินาทีเท่านั้น
รีเวิร์กที่สถานีเดียวกัน
1. การแก้ไขจุดกระเด็นและจุดเชื่อมเล็กๆ สามารถทำได้โดยใช้ CHVis
2.ฟังก์ชัน CHVis Visual Rework: การแก้ไขจุดเชื่อมที่ไม่ดีหรือจุดเชื่อมที่หายไป
การประมวลผลอัจฉริยะจุดเชื่อม
1. การวัดลวดหมุดเบี่ยงเบนก่อนการเชื่อม: ระบบวิสัยทัศน์ CHVis ตรวจสอบช่องว่าง การจัดตำแหน่งที่ไม่ถูกต้องด้านซ้ายและขวา มุม พื้นที่ และสถานะอื่นๆ ของหมุดหลังจากการยึด
2. การประมวลผลจุดเชื่อมที่เบี่ยงเบนอย่างชาญฉลาด ระบุจุดเชื่อมที่เบี่ยงเบนโดยอัตโนมัติ และเรียกใช้พารามิเตอร์ที่เกี่ยวข้องสำหรับการเชื่อม
ฟังก์ชันการชดเชยตำแหน่ง
ความสม่ำเสมอของลักษณะที่ปรากฏของจุดเชื่อม:
• ปรากฏการณ์การเบี่ยงเบนของศีรษะที่เกิดจากแสงเลเซอร์ตกกระทบในแนวเฉียงสามารถชดเชยได้ด้วยตำแหน่ง
• สามารถชดเชยแยกกันในทิศทางรัศมีและสัมผัสได้
• สามารถทำการชดเชยจุดเชื่อมแต่ละจุดได้อย่างอิสระ
การตรวจสอบคุณภาพหลังการเชื่อม
1. ภาพคลาวด์การสแกนจุดเชื่อม OK/NG: ตรวจจับประเภทความล้มเหลว เช่น หลุมเชื่อม มุมแหลม จุดเชื่อมที่เบี่ยงเบน และจุดเชื่อมที่หายไป ส่งตำแหน่งจุดเชื่อมที่ล้มเหลวไปยัง PLC และผู้ปฏิบัติงาน
2.การตรวจจับความแตกต่างของความสูงก่อนการเชื่อม
ความสามารถในการพิสูจน์ในห้องปฏิบัติการที่แข็งแกร่ง
1.เครื่องพิสูจน์มอเตอร์หลายชุด
2.ระบบพิสูจน์อักษรด้วย Vision Guide;
3. ความสามารถในการผลิตสูงสำหรับการพิสูจน์ภายในหนึ่งวัน
บริษัท Carman Haas พัฒนาระบบการมองเห็น CHVis
สินค้า: 48 ช่อง x 4 ชั้น รวมจุดเชื่อม 192 จุด ถ่ายรูป+เชื่อม: 34 วินาที

