
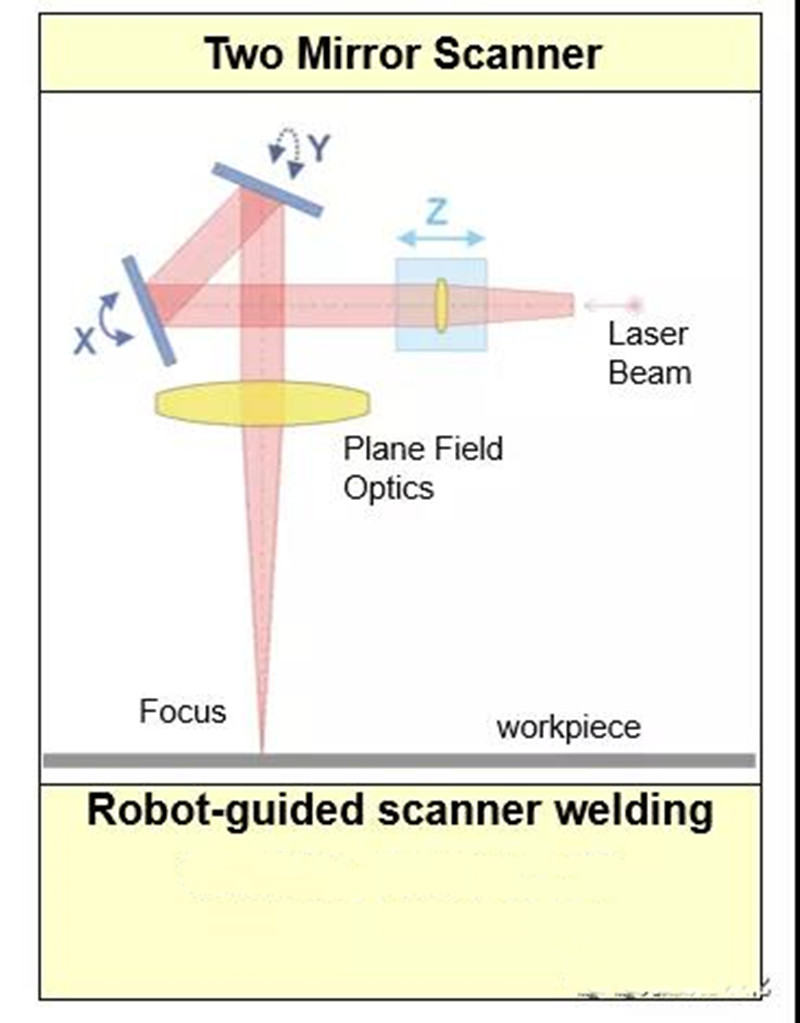
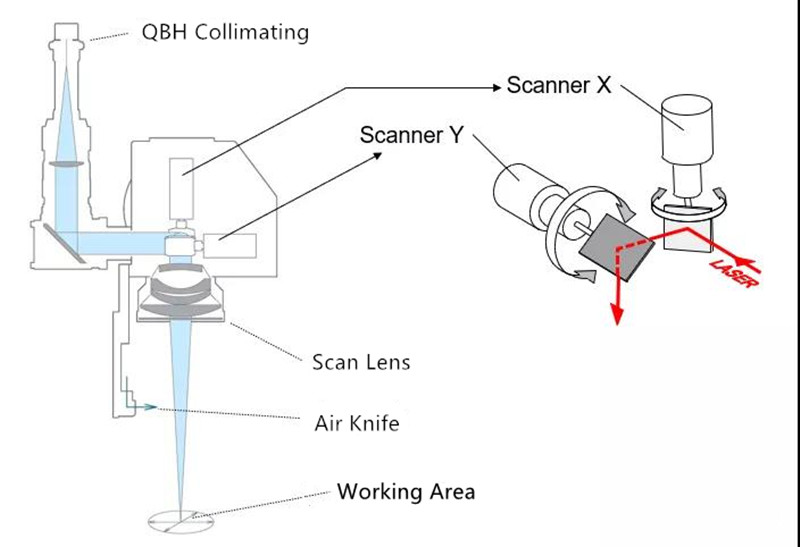
1. หลักการเชื่อมแบบเลเซอร์สแกน:
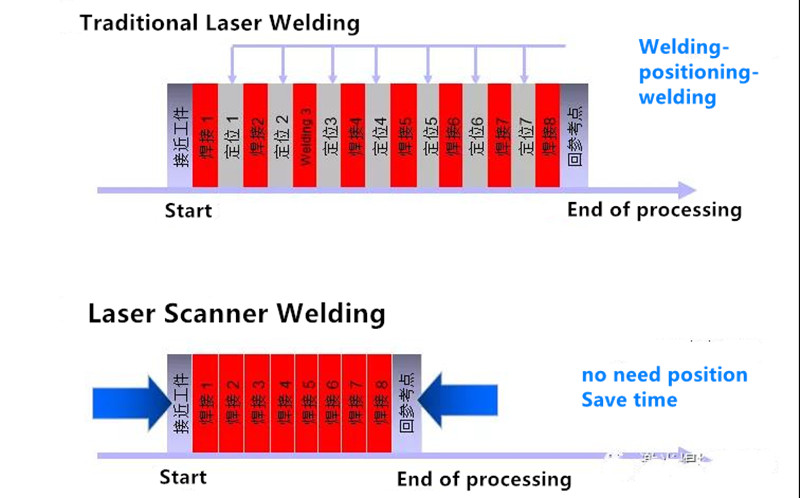
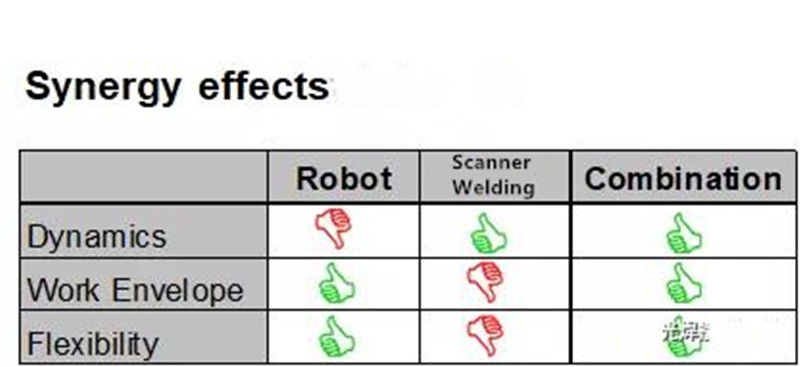
2. เหตุใดการเชื่อมแบบสแกนจึงสามารถปรับปรุงประสิทธิภาพการผลิตได้?
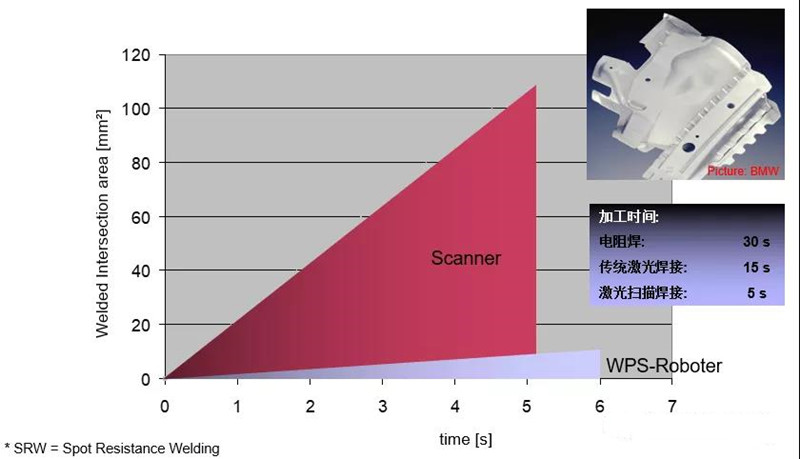
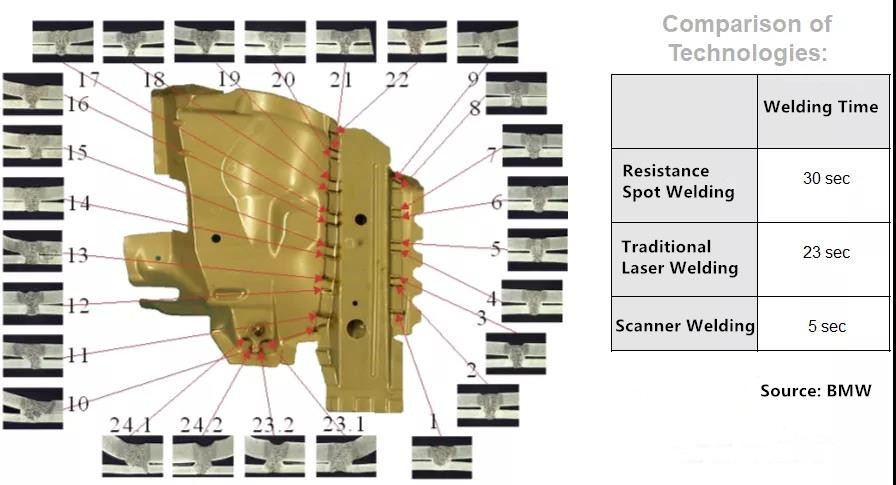
3. การเปรียบเทียบการเชื่อมด้วยความต้านทาน การเชื่อมแบบดั้งเดิม และการเชื่อมแบบสแกน:
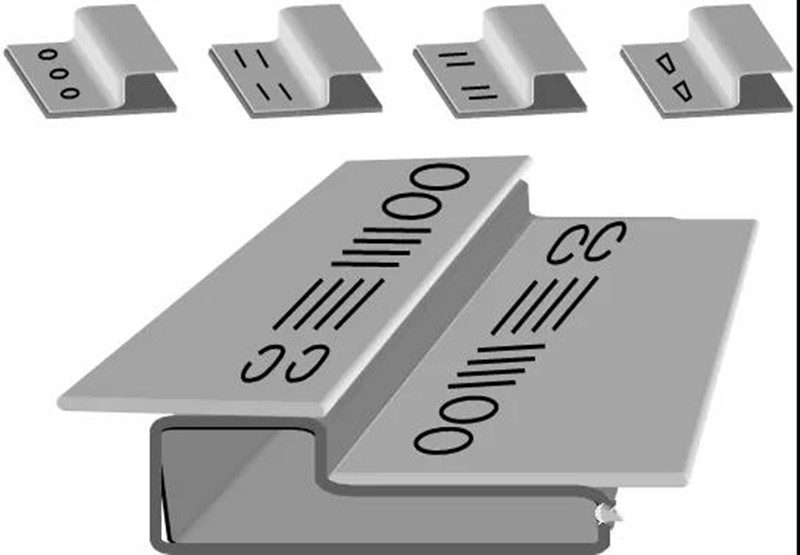
4. โหมดการเชื่อมที่กำหนดเอง ความแข็งแรงของข้อต่อที่เหมาะสมที่สุด: แก้ไขการกระจาย\ทิศทาง\รูปร่างได้อย่างอิสระ
เมื่อเปรียบเทียบกับวิธีการเชื่อมแบบดั้งเดิม การเชื่อมแบบสแกนระยะไกลมีข้อได้เปรียบมหาศาลในแง่ของการลงทุนจริง ต้นทุนการดำเนินงาน พื้นที่ และเวลาในการผลิต!

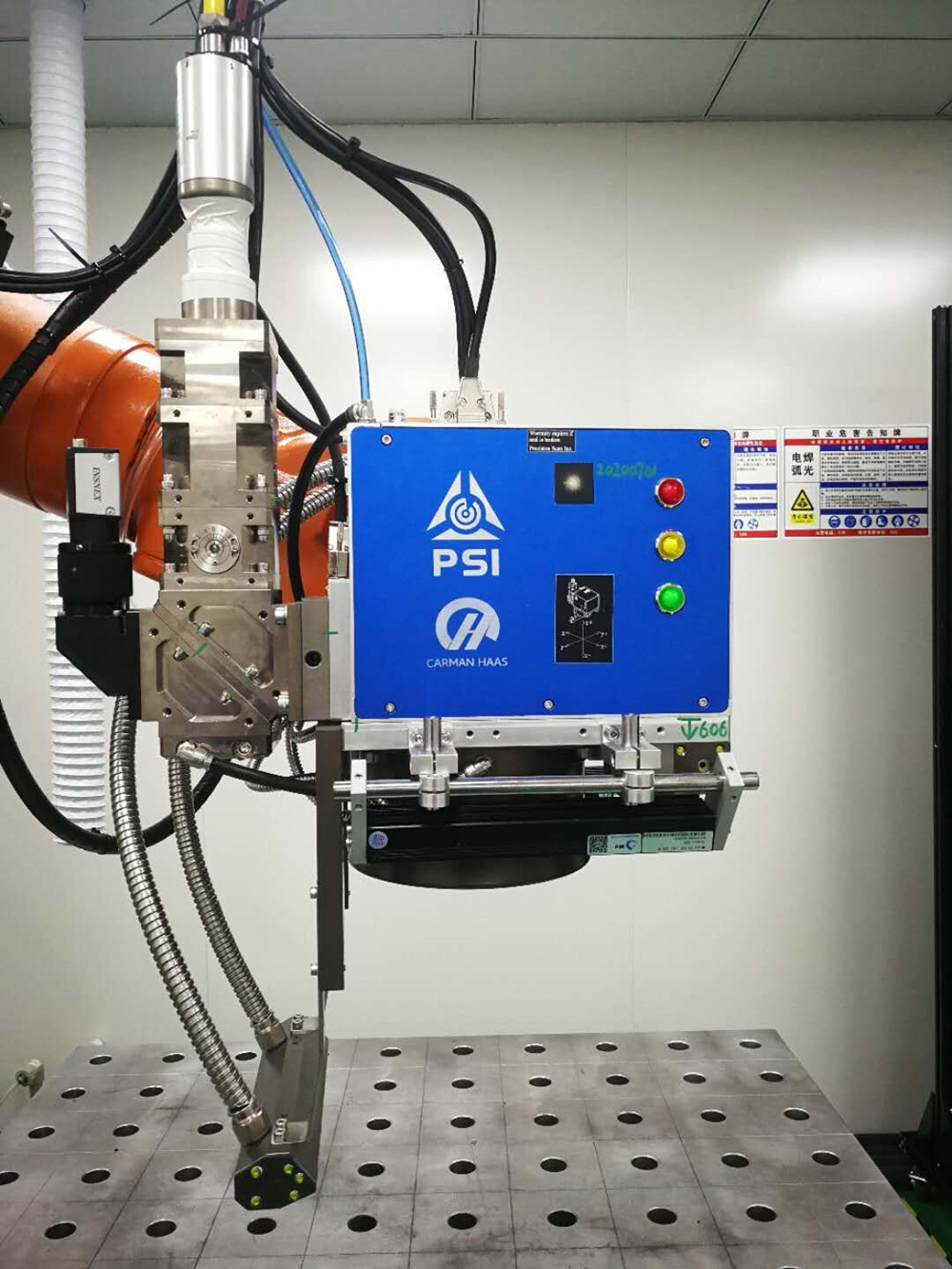
5. โครงสร้างการเชื่อมแบบสแกน (CARMANHAAS PSH30 เป็นตัวอย่าง)

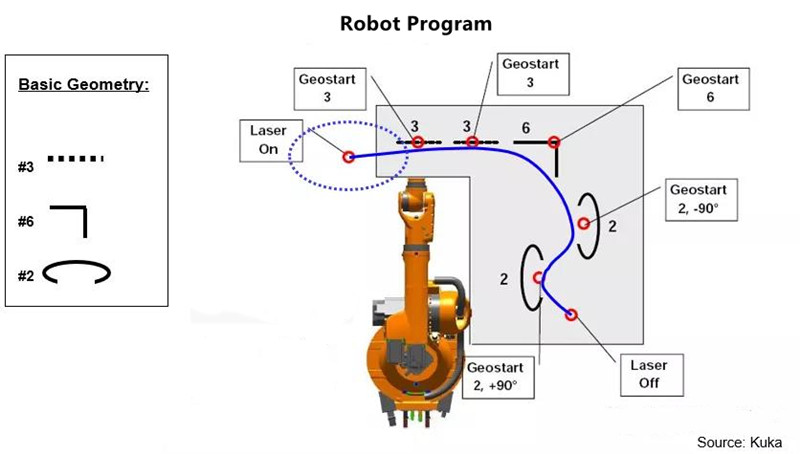
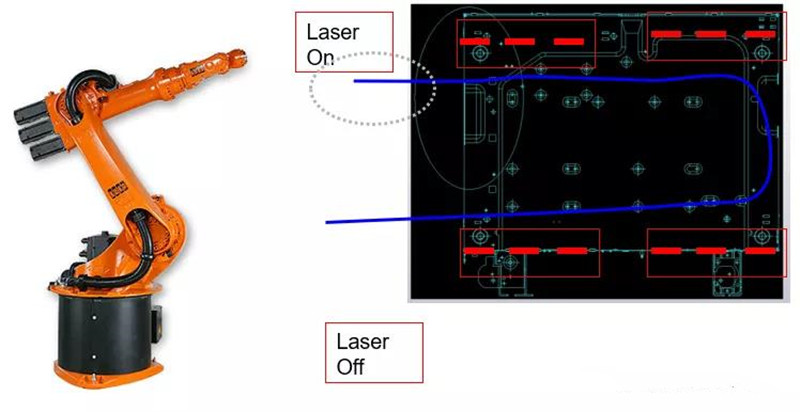
6. การเคลื่อนไหวแบบซิงโครนัส: สแกนเนอร์ Galvo และ Robot
7. ตัวอย่างลำดับกระบวนการของเครื่องสแกน Galvo:
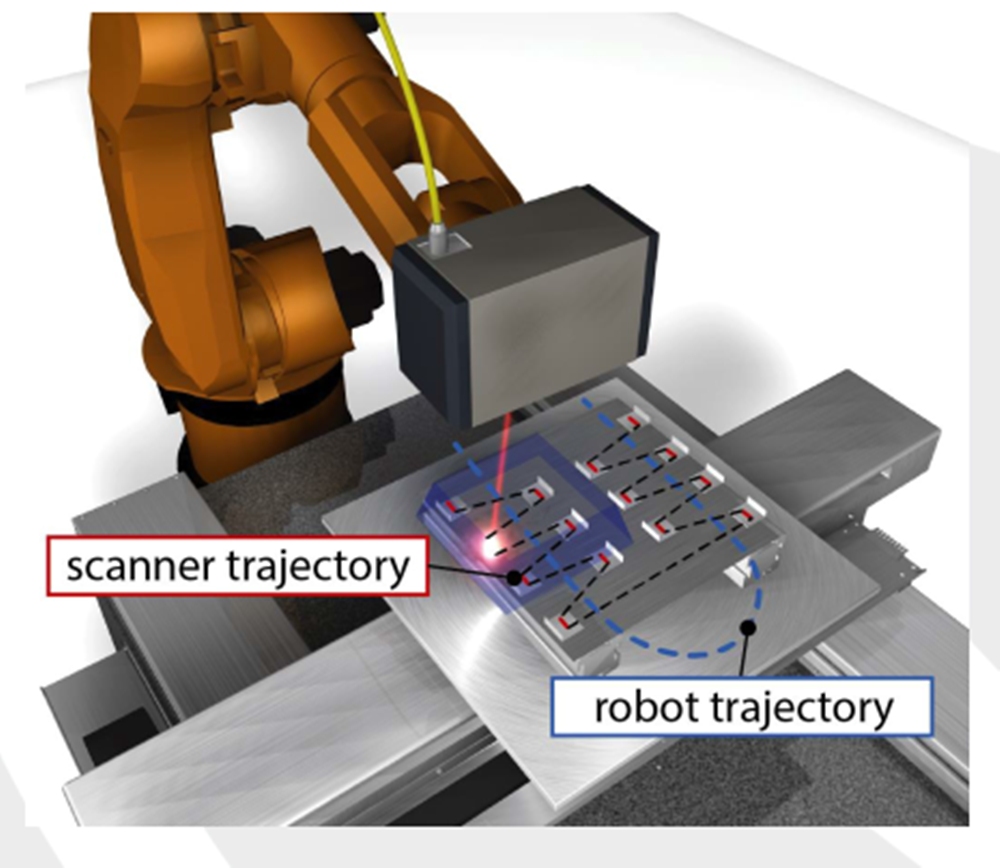
8. แอปพลิเคชัน Galvo Scanner:

9. การเชื่อมด้วยการสแกนเลเซอร์ช่วยเพิ่มประสิทธิภาพการผลิตy
ก. เวลาในการวางตำแหน่งสั้นทำให้มีประสิทธิภาพการผลิตสูงมาก
ข. ความร้อนต่ำ
c. ความผิดเพี้ยนต่ำ ระยะการทำงานของเลนส์ยาว
d.เลนส์ไม่สกปรกง่าย
e.ลดเวลาในการประมวลผลและลดพื้นที่
ง.ลดจำนวนเครื่องจักร
ก. การใช้อุปกรณ์สูง
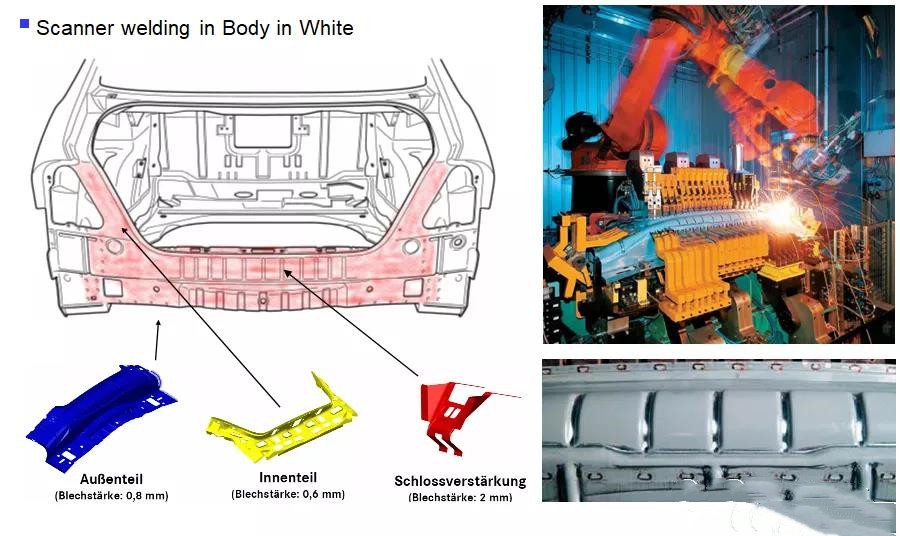
10.การประยุกต์ใช้การผลิตจำนวนมาก
ยกตัวอย่างพื้นผิวด้านบนเพื่อคำนวณ:
มีรอยเชื่อมทั้งหมด 12 จุด โดยแต่ละจุดมีความยาว 10 มม.
1.ความยาวของรอยเชื่อมเดี่ยวคือ 10 มม. มีรอยเชื่อมทั้งหมด 12 จุด และความยาวรอยเชื่อมทั้งหมดคือ 120 มม.
2.หุ่นยนต์จะเคลื่อนที่ 4 ครั้งเพื่อครอบคลุมพื้นที่ทั้งหมด
3. ความเร็วในการเชื่อมอย่างน้อย 5 ม./นาที และเวลาในการเชื่อมล้วนใช้เวลาเพียง 1.5 วินาทีเท่านั้น
4.หุ่นยนต์ต้องเคลื่อนที่ 4 ครั้ง แต่ละครั้งใช้เวลาเคลื่อนที่ 1 วินาที จากนั้นเคลื่อนที่ 4 ครั้งใช้เวลา 4 วินาที
5.เวลาในการประมวลผลทั้งหมด = เวลาในการเชื่อม + เวลาในการเคลื่อนย้ายหุ่นยนต์=1.5วินาที+4วินาที=5.5วินาที
ปัจจุบัน CARMANHAAS มุ่งมั่นในการวิจัยและพัฒนาการเชื่อมแบตเตอรี่พลังงาน ครอบคลุมการใช้งานกับแบตเตอรี่สี่เหลี่ยม แบตเตอรี่แบบซอฟต์แพ็ค และแบตเตอรี่ทรงกระบอก ระบบเชื่อมแบบสแกนเนอร์ของเราสามารถใช้กับอุตสาหกรรมยานยนต์ไฟฟ้า เช่น การเชื่อมแบตเตอรี่ลิเธียม การเชื่อมมอเตอร์สเตเตอร์ การเชื่อมกิ๊บทองแดง และอื่นๆ ด้วยคุณภาพการผลิตที่ดีที่สุดในระดับเดียวกันในราคาประหยัด

เวลาโพสต์: 11 ก.ค. 2565